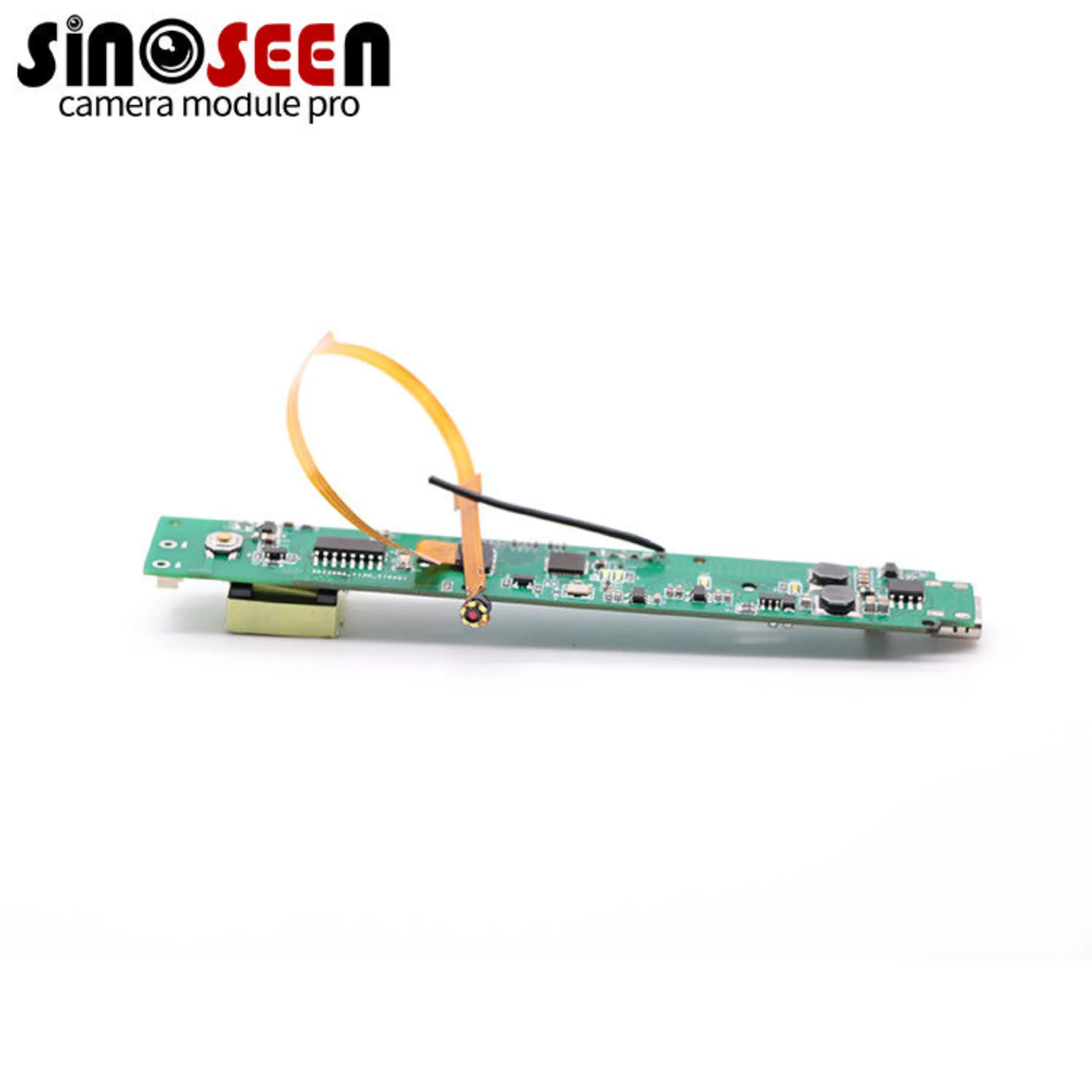
machine vision camera module
A machine vision camera module represents a sophisticated imaging solution designed to capture, process, and analyze visual data for automated systems. These compact yet powerful devices serve as the eyes of industrial automation, robotics, and quality control systems across numerous sectors. The machine vision camera module integrates advanced sensor technology with intelligent processing capabilities to deliver precise visual inspection and measurement functions. At its core, the module combines high-resolution image sensors, specialized optics, and embedded processing units to create a comprehensive vision solution. The primary functions of a machine vision camera module include real-time image acquisition, object detection and recognition, dimensional measurement, defect identification, and barcode or text reading. These modules excel in applications requiring consistent accuracy, speed, and reliability that human vision cannot match. Technological features encompass various sensor types including CMOS and CCD technologies, offering different advantages based on specific application requirements. Modern machine vision camera modules support multiple interface options such as USB, Ethernet, and specialized industrial protocols for seamless integration into existing systems. Resolution capabilities range from standard definition to ultra-high resolution, accommodating diverse inspection needs from basic presence detection to microscopic flaw analysis. Advanced modules incorporate artificial intelligence and machine learning algorithms, enabling adaptive learning and improved decision-making over time. Applications span automotive manufacturing for component inspection, electronics assembly for PCB verification, pharmaceutical packaging for label verification, food processing for quality assurance, and logistics for automated sorting systems. The machine vision camera module proves essential in medical device manufacturing, aerospace component testing, and semiconductor production where precision and reliability are paramount. These versatile devices continue evolving with enhanced processing power, improved sensitivity, and expanded connectivity options to meet growing industrial automation demands.

 EN
EN
 AR
AR
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 ID
ID
 SR
SR
 VI
VI
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 MS
MS
 IS
IS
 AZ
AZ
 UR
UR
 BN
BN
 HA
HA
 LO
LO
 MR
MR
 MN
MN
 PA
PA
 MY
MY
 SD
SD