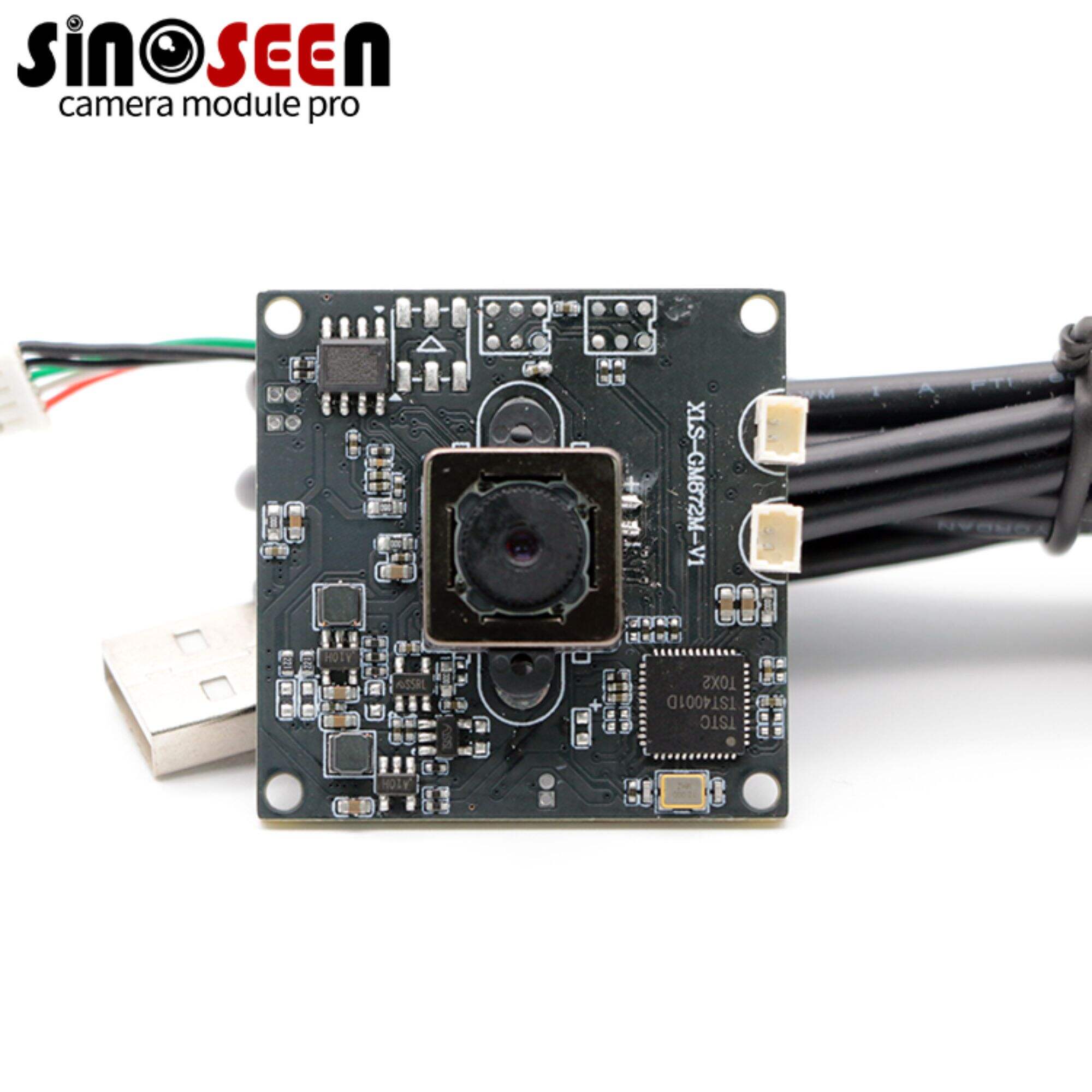
machine vision camera
A machine vision camera represents a sophisticated imaging device specifically designed for automated inspection, measurement, and analysis tasks in industrial and commercial environments. Unlike conventional cameras that capture images for human viewing, these specialized devices integrate advanced sensors, precision optics, and intelligent processing capabilities to enable machines to see, interpret, and respond to visual information with remarkable accuracy. The machine vision camera operates as the primary sensing component in automated quality control systems, robotics, manufacturing lines, and scientific research applications. These cameras feature high-resolution sensors ranging from standard definition to ultra-high resolution formats, capable of capturing detailed images at extremely fast frame rates. The technological architecture includes specialized image sensors such as CCD or CMOS chips, precision lens systems, and integrated processing units that can analyze captured data in real-time. Modern machine vision cameras support various lighting conditions and can operate across different spectral ranges, including visible light, infrared, and ultraviolet spectrums. The devices incorporate sophisticated triggering mechanisms that synchronize image capture with production processes, ensuring precise timing for quality inspection and measurement tasks. Advanced models feature built-in image processing algorithms that can detect defects, measure dimensions, verify part presence, and perform complex pattern recognition tasks without requiring external computing resources. The machine vision camera systems typically connect to industrial networks through standard protocols like Ethernet, USB, or specialized industrial communication interfaces, enabling seamless integration with existing automation infrastructure. These cameras play crucial roles in automotive manufacturing, electronics assembly, pharmaceutical packaging, food processing, and countless other industries where consistent quality control and automated decision-making are essential for operational success and competitive advantage.

 EN
EN
 AR
AR
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 ID
ID
 SR
SR
 VI
VI
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 MS
MS
 IS
IS
 AZ
AZ
 UR
UR
 BN
BN
 HA
HA
 LO
LO
 MR
MR
 MN
MN
 PA
PA
 MY
MY
 SD
SD