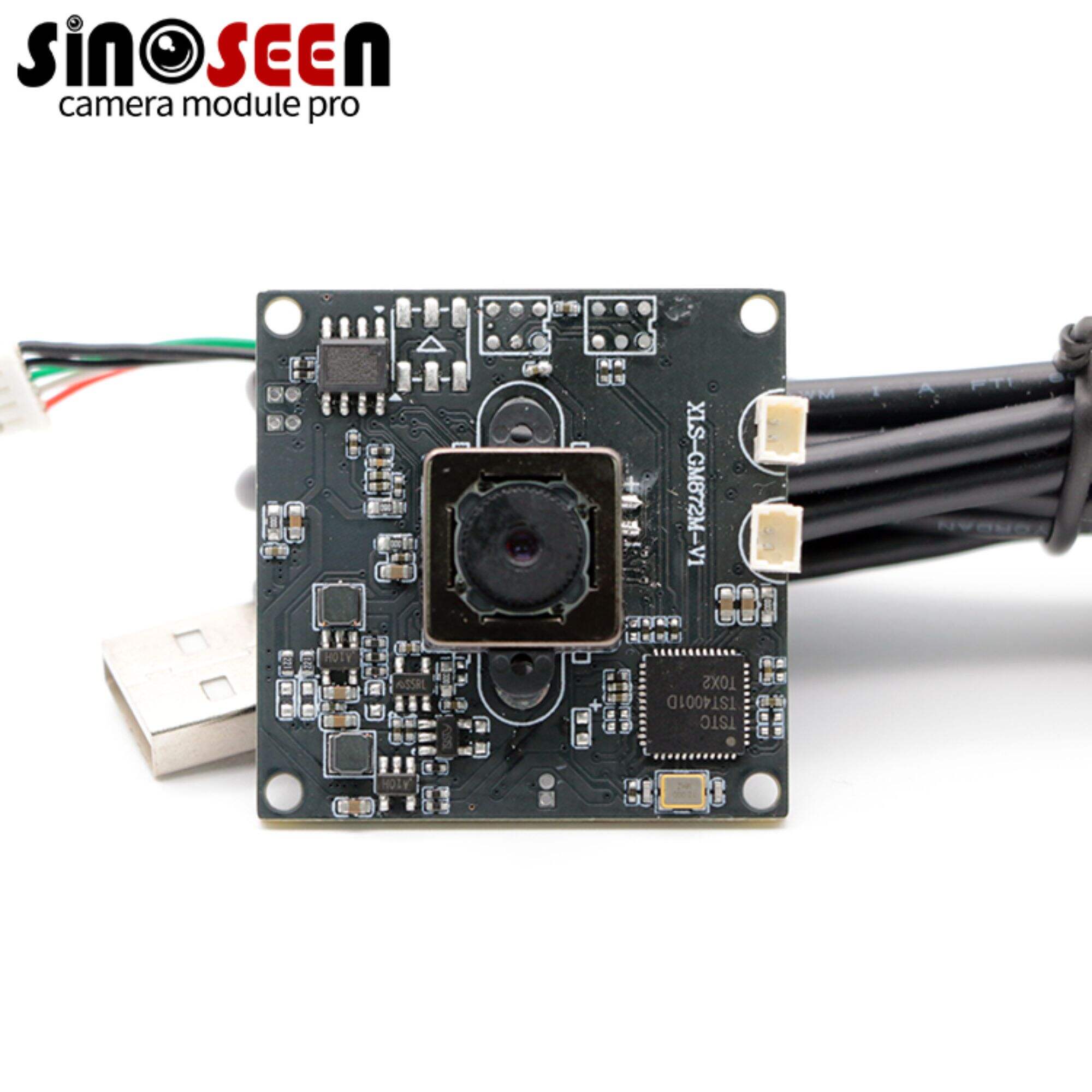
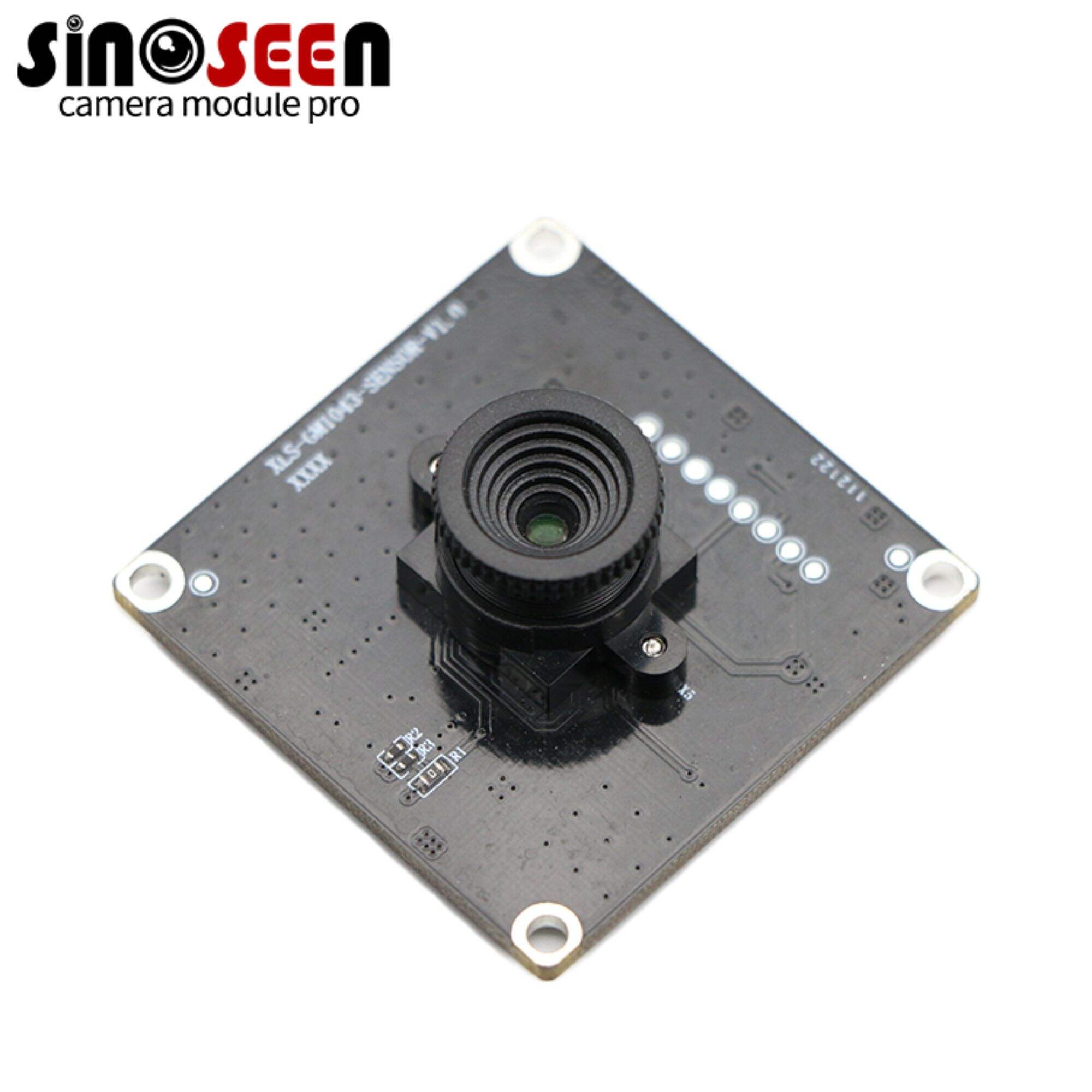
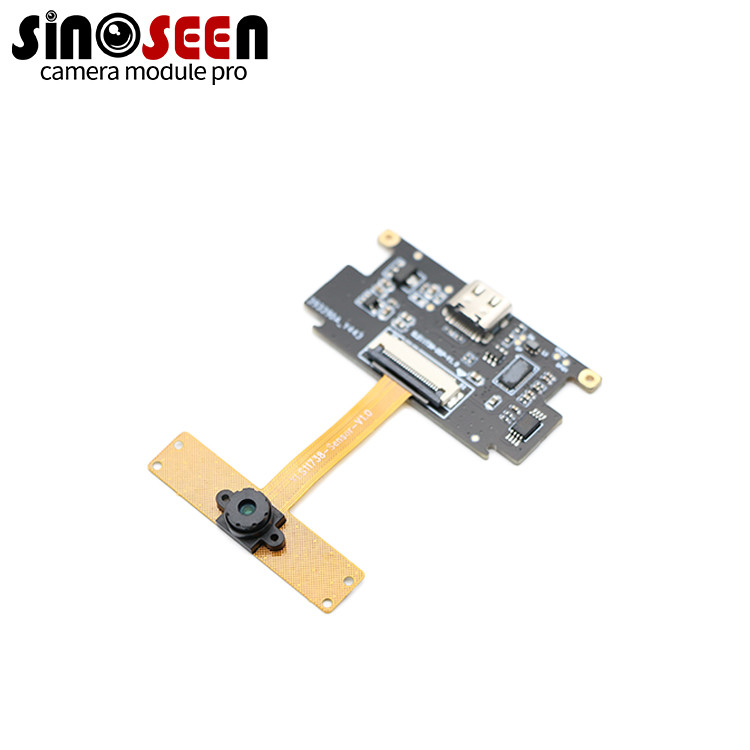
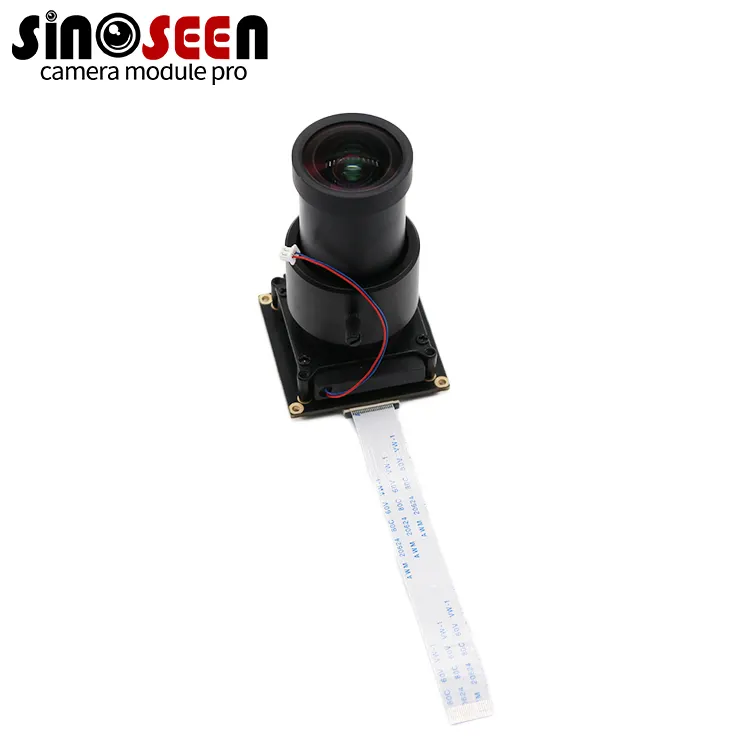
machine vision sensor
A machine vision sensor represents cutting-edge technology that combines advanced optical systems with intelligent processing capabilities to deliver automated inspection and measurement solutions. This sophisticated device captures high-resolution images and processes them in real-time, enabling precise detection, measurement, and quality control across diverse industrial applications. The machine vision sensor integrates multiple components including high-performance cameras, specialized lighting systems, and powerful processing units that work together seamlessly. Modern machine vision sensor technology incorporates artificial intelligence algorithms and deep learning capabilities, allowing these systems to adapt and improve their performance over time. The core functionality revolves around converting visual information into actionable data, making it possible to automate complex inspection tasks that previously required human intervention. These sensors excel at detecting defects, measuring dimensions, verifying assembly processes, and ensuring product quality with unprecedented accuracy and speed. The technological architecture of a machine vision sensor includes advanced image processing algorithms, pattern recognition software, and machine learning capabilities that enable sophisticated analysis of visual data. Industrial-grade machine vision sensor systems are designed to withstand harsh manufacturing environments while maintaining consistent performance. The integration capabilities allow seamless connection with existing production systems, programmable logic controllers, and enterprise resource planning software. Real-time processing ensures immediate feedback and decision-making, enabling rapid response to quality issues or process variations. The versatility of machine vision sensor technology makes it suitable for applications ranging from simple presence detection to complex three-dimensional measurements. Advanced calibration features ensure consistent accuracy across different operating conditions and product variations. The user-friendly interfaces and configuration tools make implementation straightforward, reducing setup time and training requirements for operators and maintenance personnel.

 EN
EN
 AR
AR
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 ID
ID
 SR
SR
 VI
VI
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 MS
MS
 IS
IS
 AZ
AZ
 UR
UR
 BN
BN
 HA
HA
 LO
LO
 MR
MR
 MN
MN
 PA
PA
 MY
MY
 SD
SD