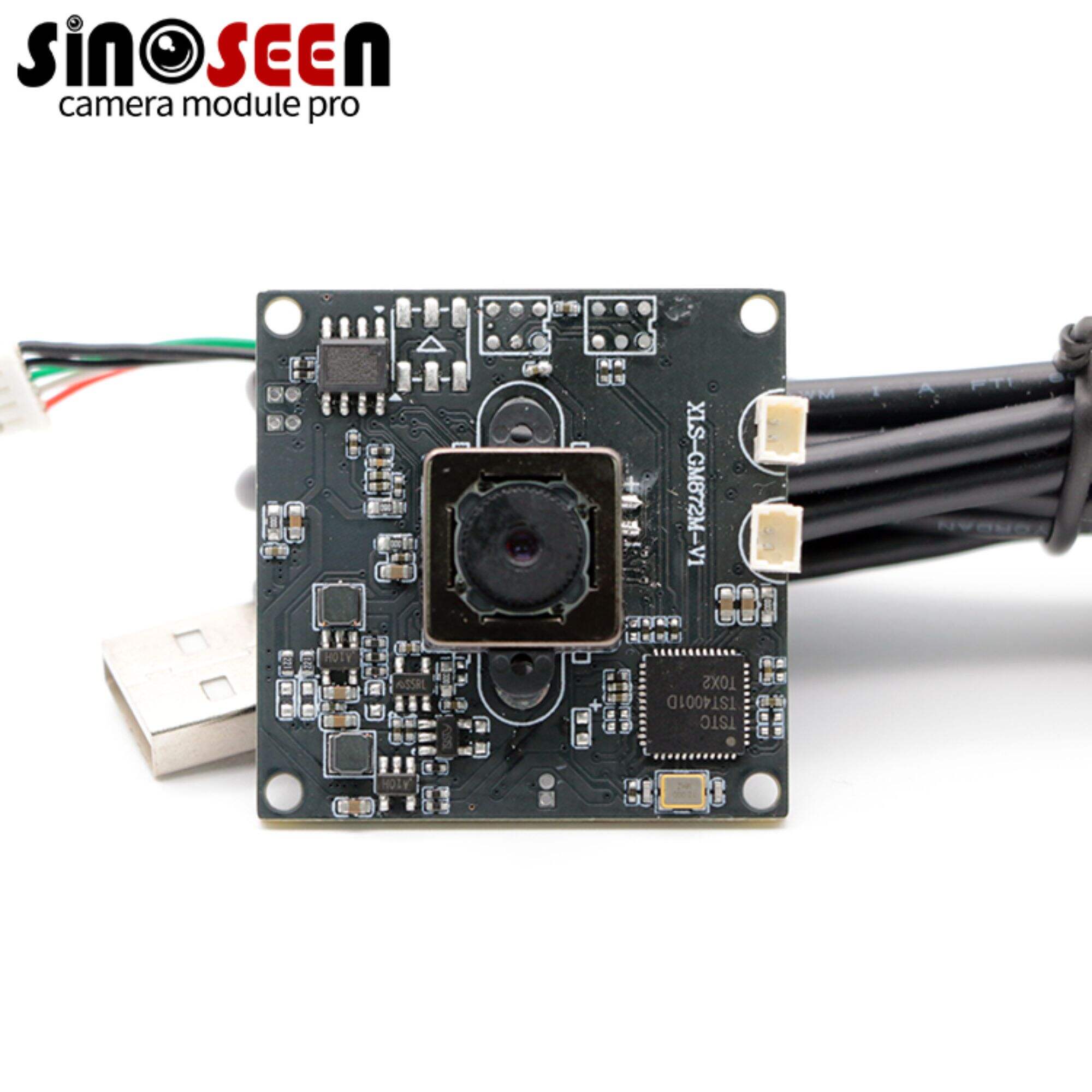
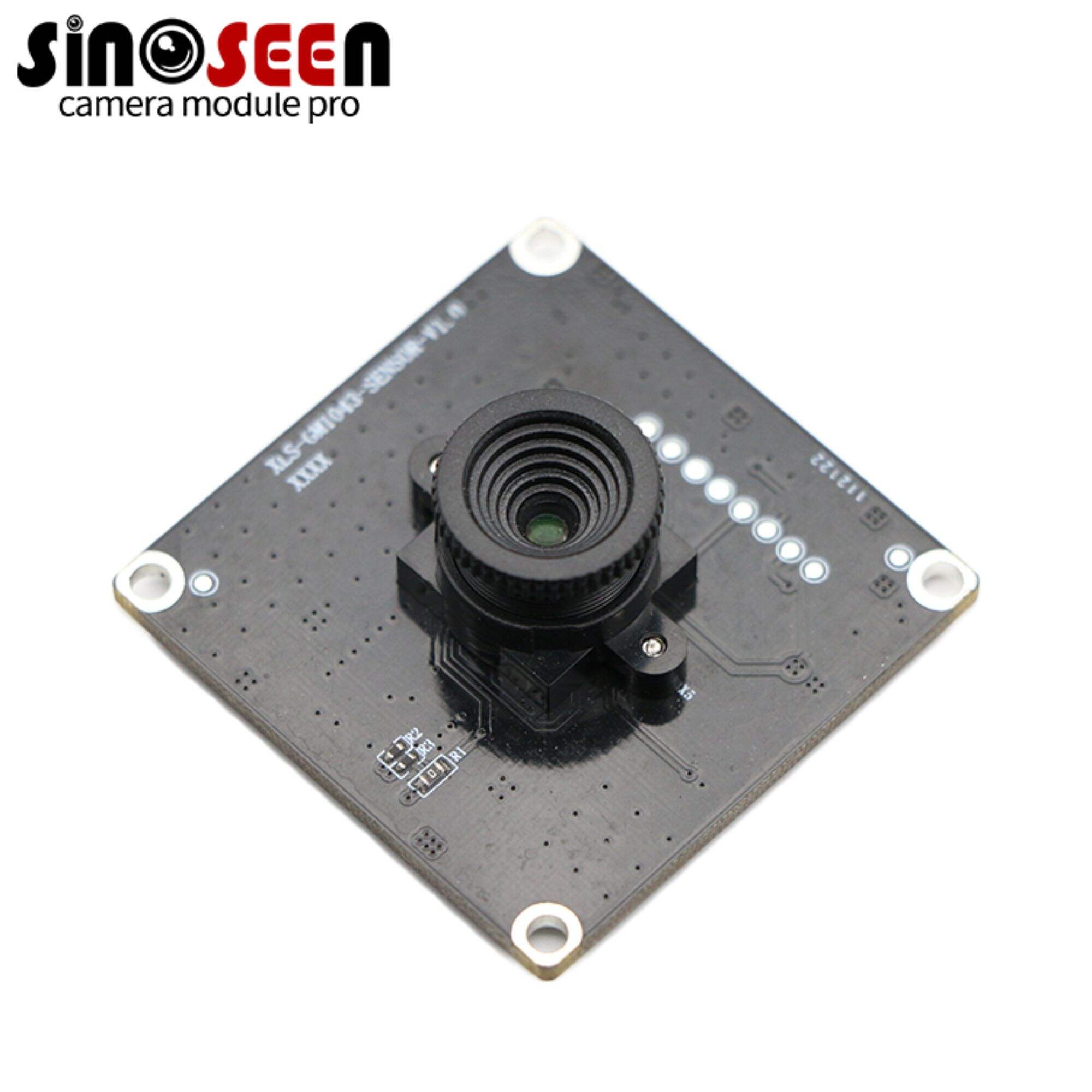
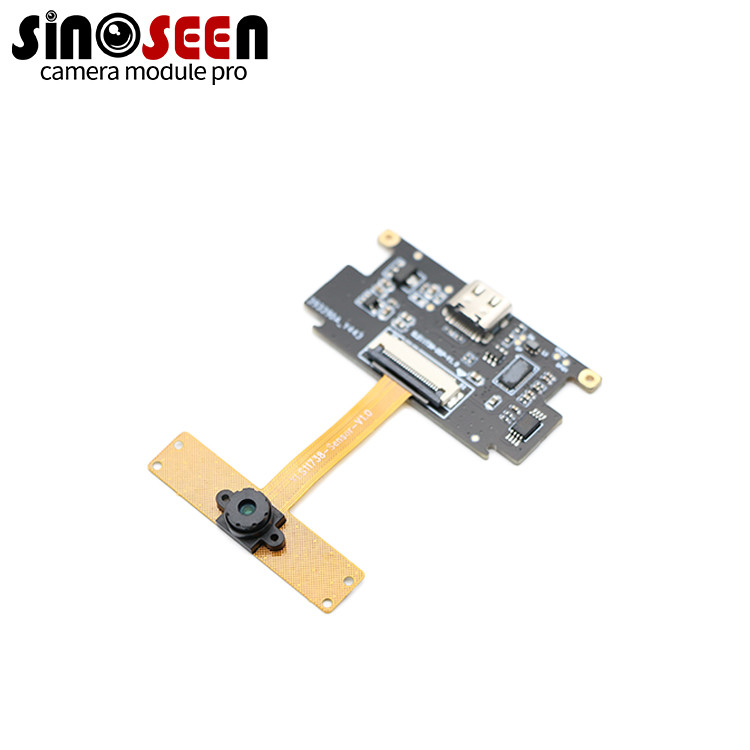
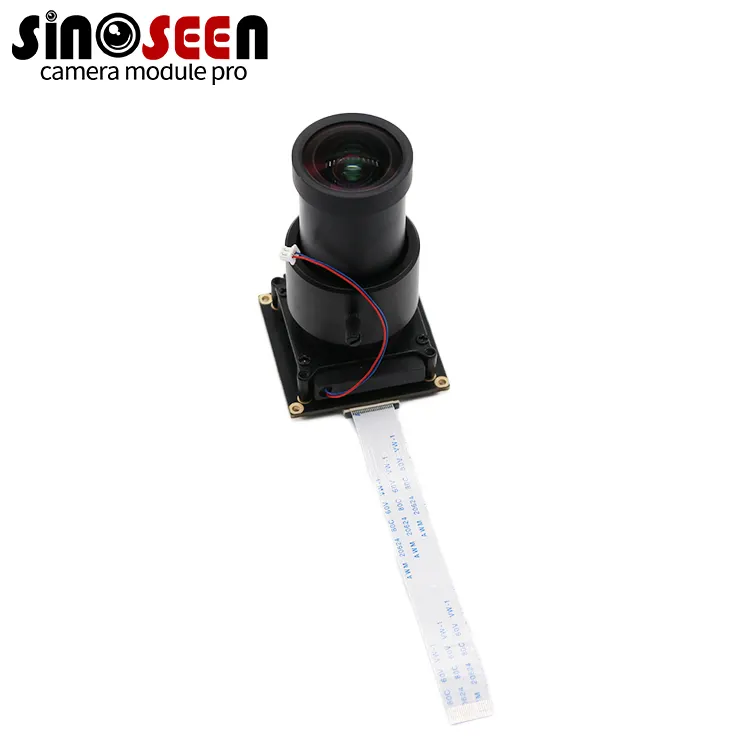
capteur de vision artificielle
Un capteur de vision industrielle représente une technologie de pointe qui associe des systèmes optiques avancés à des capacités de traitement intelligentes afin de fournir des solutions automatisées d’inspection et de mesure. Ce dispositif sophistiqué capture des images haute résolution et les traite en temps réel, permettant ainsi une détection, une mesure et un contrôle qualité précis dans une grande variété d’applications industrielles. Le capteur de vision industrielle intègre plusieurs composants, notamment des caméras hautes performances, des systèmes d’éclairage spécialisés et des unités de traitement puissantes qui fonctionnent ensemble de manière fluide. La technologie moderne des capteurs de vision industrielle incorpore des algorithmes d’intelligence artificielle et des capacités d’apprentissage profond, ce qui permet à ces systèmes de s’adapter et d’améliorer progressivement leurs performances. La fonctionnalité centrale repose sur la conversion d’informations visuelles en données exploitables, rendant possible l’automatisation de tâches d’inspection complexes qui nécessitaient auparavant une intervention humaine. Ces capteurs excellent dans la détection de défauts, la mesure de dimensions, la vérification des procédés d’assemblage et l’assurance de la qualité des produits avec une précision et une rapidité sans précédent. L’architecture technologique d’un capteur de vision industrielle comprend des algorithmes avancés de traitement d’image, des logiciels de reconnaissance de motifs et des capacités d’apprentissage automatique qui permettent une analyse sophistiquée des données visuelles. Les systèmes industriels de capteurs de vision industrielle sont conçus pour résister aux environnements de fabrication exigeants tout en conservant des performances constantes. Leurs capacités d’intégration permettent une connexion fluide avec les systèmes de production existants, les automates programmables (API) et les logiciels de planification des ressources d’entreprise (ERP). Le traitement en temps réel garantit un retour d’information immédiat et une prise de décision rapide, permettant une réaction instantanée face aux problèmes de qualité ou aux variations du procédé. La polyvalence de la technologie des capteurs de vision industrielle la rend adaptée à des applications allant de la simple détection de présence à des mesures tridimensionnelles complexes. Des fonctionnalités avancées d’étalonnage assurent une précision constante dans diverses conditions de fonctionnement et face aux variations des produits. Les interfaces conviviales et les outils de configuration simplifient la mise en œuvre, réduisant ainsi le temps de configuration ainsi que les besoins en formation pour les opérateurs et le personnel de maintenance.

 EN
EN
 AR
AR
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 ID
ID
 SR
SR
 VI
VI
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 MS
MS
 IS
IS
 AZ
AZ
 UR
UR
 BN
BN
 HA
HA
 LO
LO
 MR
MR
 MN
MN
 PA
PA
 MY
MY
 SD
SD